技術情報「工業製品における表面粗さ測定について」
◆ 表面粗さ測定の必要性
表面粗さ測定では、物の表面がどれくらい滑らかか、またはザラザラしているかを測定します。
表面粗さは、外観はもちろん、塗装の密着性などといった製品の品質だけでなく、寿命にも大きな影響を及ぼします。
表面粗さが製品の品質に及ぼす影響は、一般的には以下のようなものがあります。
〇摩擦、摩耗 : 表面粗さが大きく粗い面ほど、摩擦係数が大きくなり、摩耗量も増大します。
〇気密性、密封性 : 表面粗さが小さいほど、シール面等の気密性、密封性は向上します。
〇外観、触感 : 表面粗さが小さいほど、光沢が増し、見た目がきれいになります。また、つるつるした触質となります。
〇摺動性 : 表面粗さは、ピストンなどの摺動部に形成される油膜に関係します。部品間の摩擦が大きくなると、騒音、振動が大きくなり、製品寿命にも影響します。
〇製造コスト : 表面粗さを小さくするには、研磨など精密な仕上げ工程が必要となる場合もあり、製造コストが増大します。
表面粗さは、製品表面の微小な凹凸で、上述したように製品の機能に影響を及ぼします。表面の粗さが、製品の用途に適しているかを評価するため、この凹凸を数値化した指標が表面粗さパラメータです。表面粗さパラメータは数多くあり、設計者は、どの指標で評価するかを製品の使用条件などにより決定します。
表面粗さパラメータは、表面粗さ計で測定します。触針(スタイラス)やレーザ光等で表面をトレースした曲線から、測定機のノイズや、製品が元々持っている形状や大きなうねりを取り除いた「粗さ曲線」を算出し、粗さ曲線から、JIS規格等で定められた計算式にしたがって各パラメータを算出します。
今回は、表面粗さパラメータのうち、広く使用されている算術平均粗さRaと最大高さ粗さRzについて解説します。
◆ 表面粗さ計
表面粗さ計では、物体表面をなぞって、断面の形状を求めます。
なお、表面粗さ計は、接触式(触針式)と、非接触式(光学式)の2種類に分類されます。当センターの表面粗さ計は、接触式で、それぞれの特徴は次のとおりです。
|
接触式 |
触針で表面をなぞることで凹凸を測定します。試料がやわらかい場合は表面に傷がつき、測定できないこともあります。 |
|
非接触式 |
物体表面に光を照射し、その反射光から凹凸を測定する光学式が広く使用されています。接触式と比較して、表面の色、光沢及び透明度の影響を受けやすく、測定精度が低下することもあります。 |
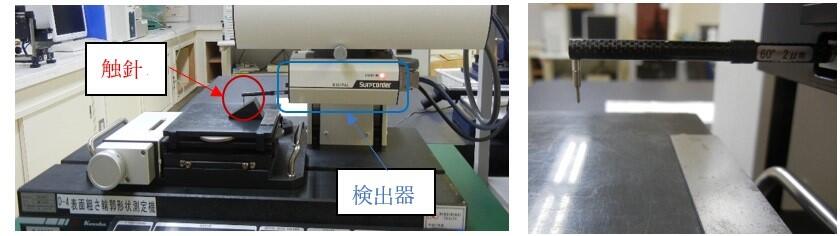
接触式表面粗さ計 触針(スタイラス)
◆ 粗さ曲線
表面粗さパラメータを算出するために、以下の手順で粗さ曲線を求めていきます。
(1)測定断面曲線
測定断面曲線は、触針を試料表面に沿ってなぞり、その際の触針の上下動を検出することで表面の凹凸形状を測定した生データです。図1は斜面の測定をイメージしたものです。測定断面曲線の全体としての形状は図2のようにほぼ直線となります。この全体としての形状が呼び形状です。ただし、測定断面曲線内には微小な凹凸である粗さ、うねり、ノイズも含まれています。図3はそれらの高さと深さを拡大して表示したものです。
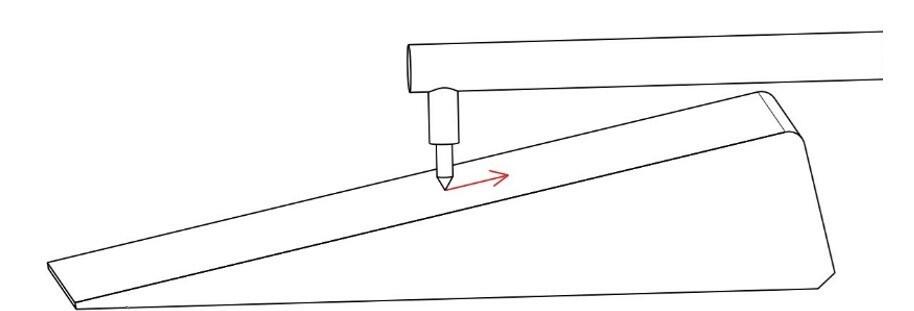 図1 斜面の測定
図1 斜面の測定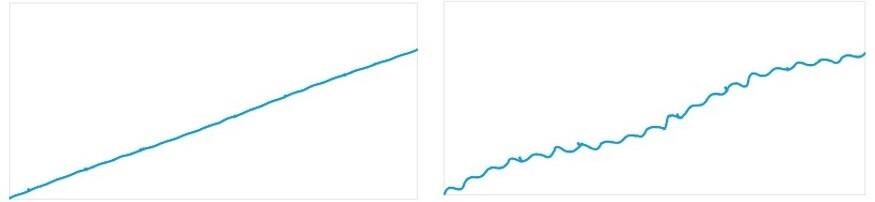 図2 測定断面曲線の例 図3 測定断面曲線の例(拡大)
図2 測定断面曲線の例 図3 測定断面曲線の例(拡大)
(2)断面曲線
測定断面曲線から呼び形状(測定対象の大局的な形状)とノイズをとり除き、断面曲線を求めます。ノイズの除去には、カットオフ値λsの低域フィルターを使用し、測定断面曲線よりλsより短い波長成分を除去します。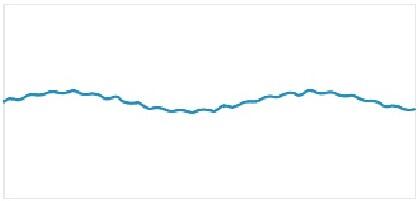 図4 断面曲線の例
図4 断面曲線の例
(3)粗さ曲線
粗さ曲線は、カットオフ値λcの高域フィルターを使用して、断面曲線からλcより長い波長成分のうねりを除去したものです。λcは、短波長成分と長波長成分を分ける際の境界となる波長の値です。なお、粗さ曲線の横方向の長さは、基準長さℓrの5倍が基本です。基準長さℓrはλcと一致します。λcとλsの決め方は、JIS B 0633「製品の幾何特性仕様(GPS) -表面性状:輪郭曲線方式」に記載されています。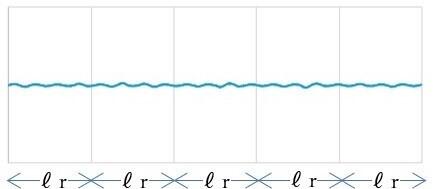 図5 粗さ曲線の例
図5 粗さ曲線の例
◆ 表面粗さパラメータ
求めた粗さ曲線における数値に基づき、次に示すような表面粗さパラメータを算出します。
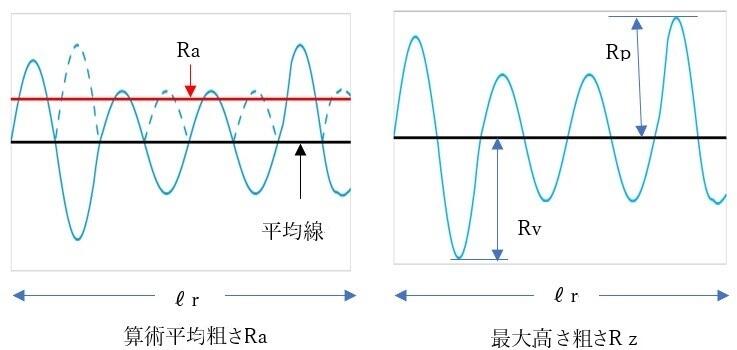
(1)算術平均粗さRa
粗さ曲線は、平均線を境界として山と谷とに分かれています。算術平均粗さRaとは、基準長さℓrにおけるZ(x)の絶対値の平均を表したものです。算術平均粗さRaを計算する場合、谷の部分を反転させたのち、全ての山の面積を合計して、それを測定長で割って計算します。いいかえると、平均線から粗さ曲線までの偏差の平均値です。算術平均粗さRaは全体での粗さを表しており、外観や摩耗等の評価に適しています。

(2)最大高さ粗さRz
粗さ曲線において、一番高い山の高さRpと一番深い谷の深さRvの和が最大高さ粗さRzです。
最大高さ粗さRzは表面の突発的な深い傷や突起の評価に適しています。
![]()
◆ 終わりに
表面粗さ計は製品開発や品質保証に不可欠なツールです。当センターの表面粗さ計を積極的にご活用いただき、製品の信頼性向上にお役立てください。予約状況が混み合うこともありますので、お早めのご予約をおすすめします。当センターでは、試験方法に関する技術相談、試験結果の詳細な解説や改善提案も行っています。ご不明な点、ご相談がございましたら、お気軽に当センターまでご連絡ください。
問い合わせ先
工業技術センター システム技術室
TEL : 082-242-4170(代表)
E-mail : kougi@itc.city.hiroshima.jp